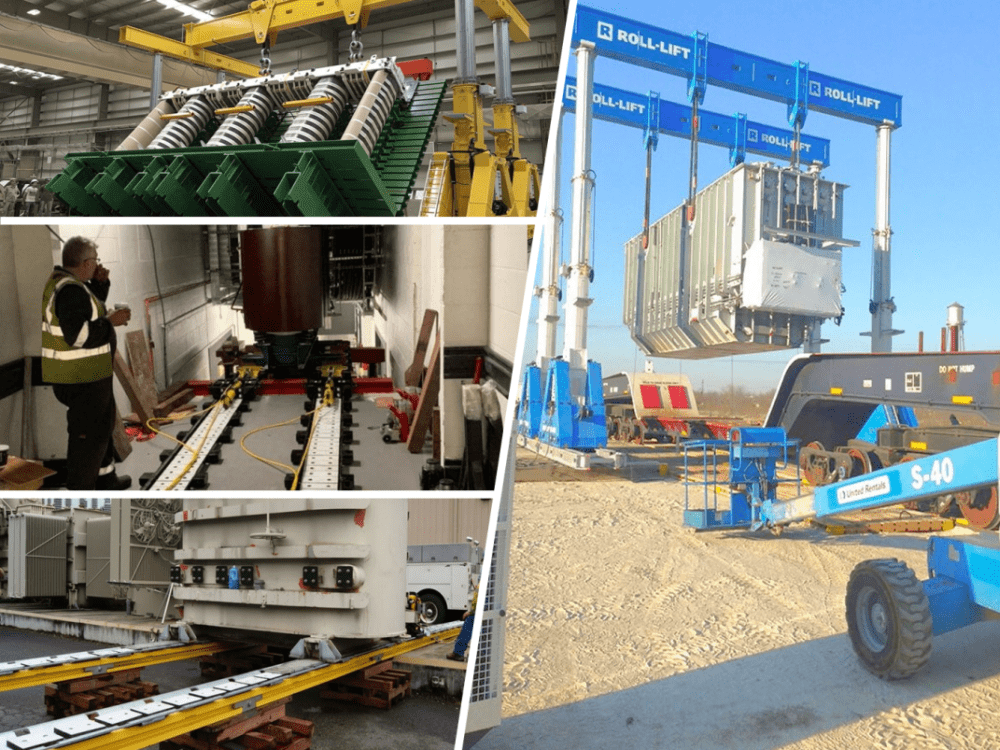
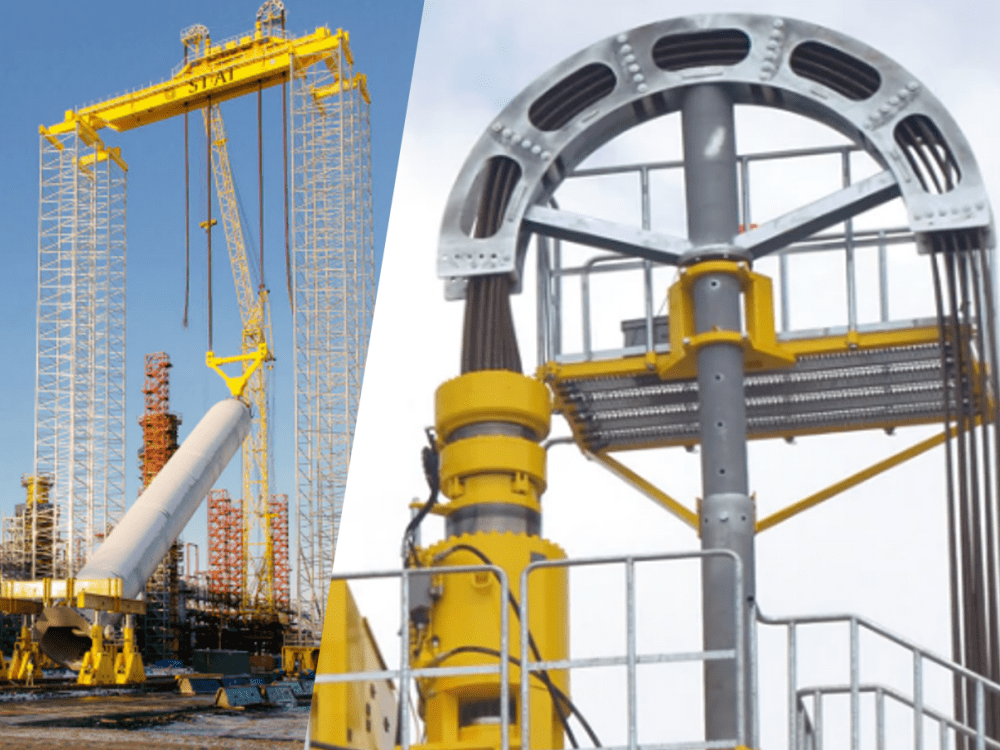
The Ultimate Guide to Jack-up Systems
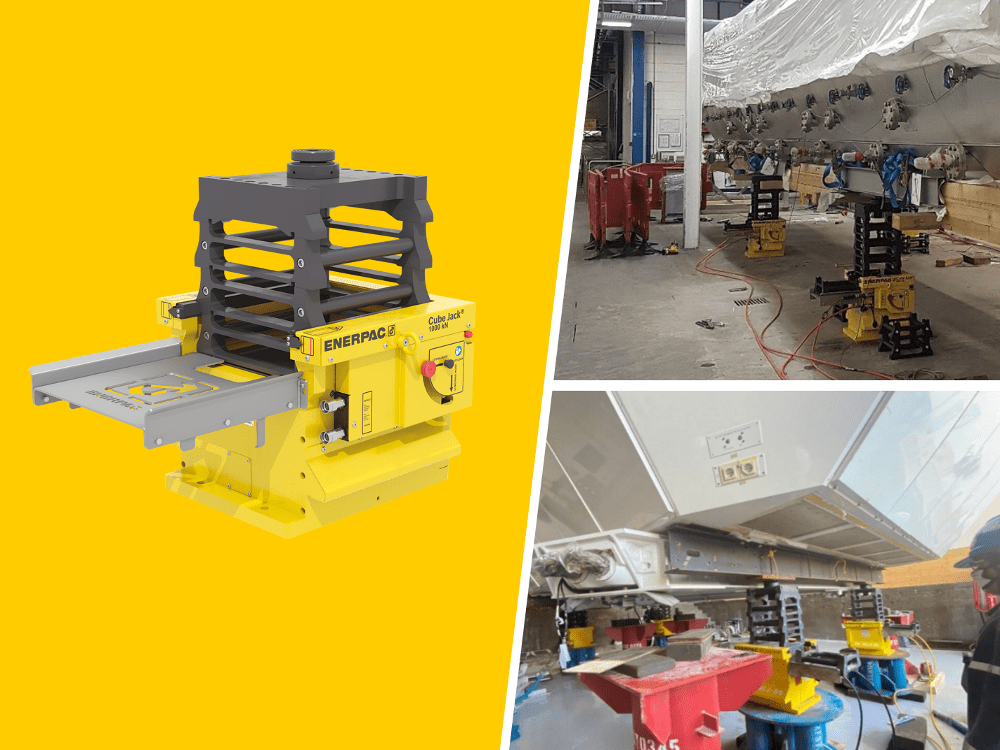
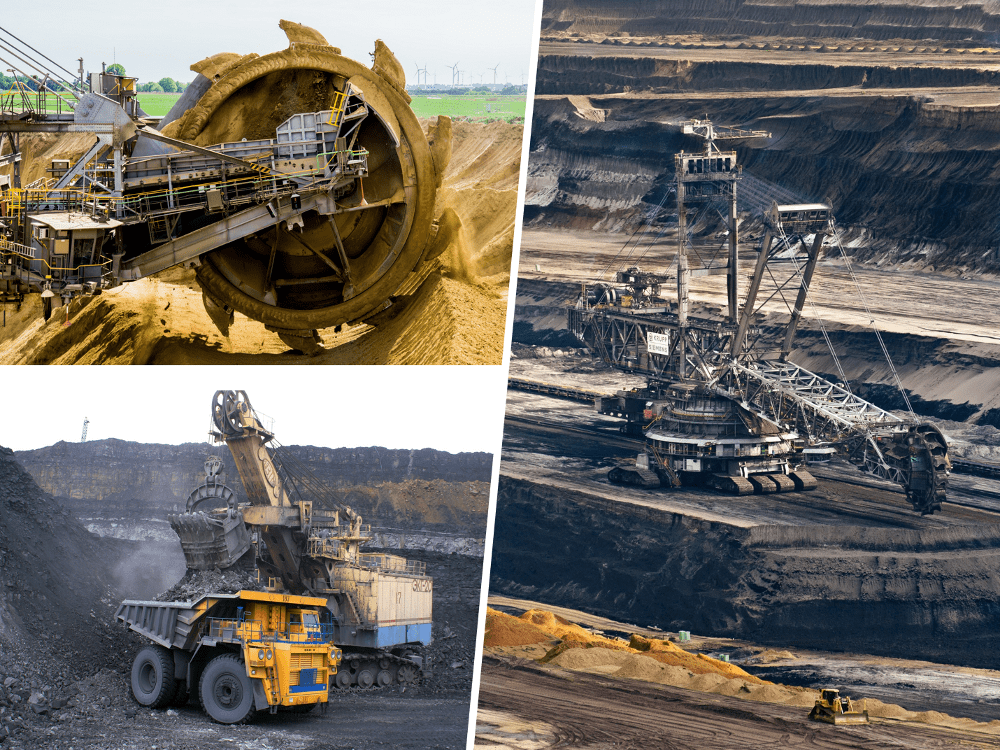
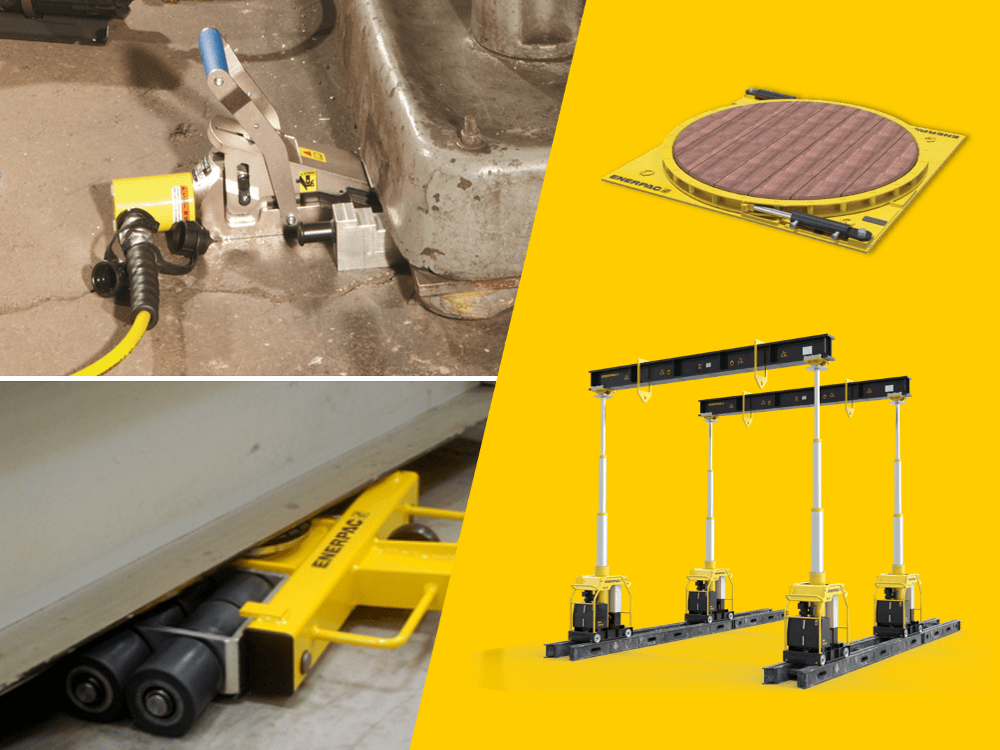
With their incredible capabilities, jack-up systems have transformed heavy construction projects. From bridge construction to mining and shipbuilding, these hydraulic […]
June 12, 2023
0
With their incredible capabilities, jack-up systems have transformed heavy construction projects. From bridge construction to mining and shipbuilding, these hydraulic […]
June 12, 2023
0
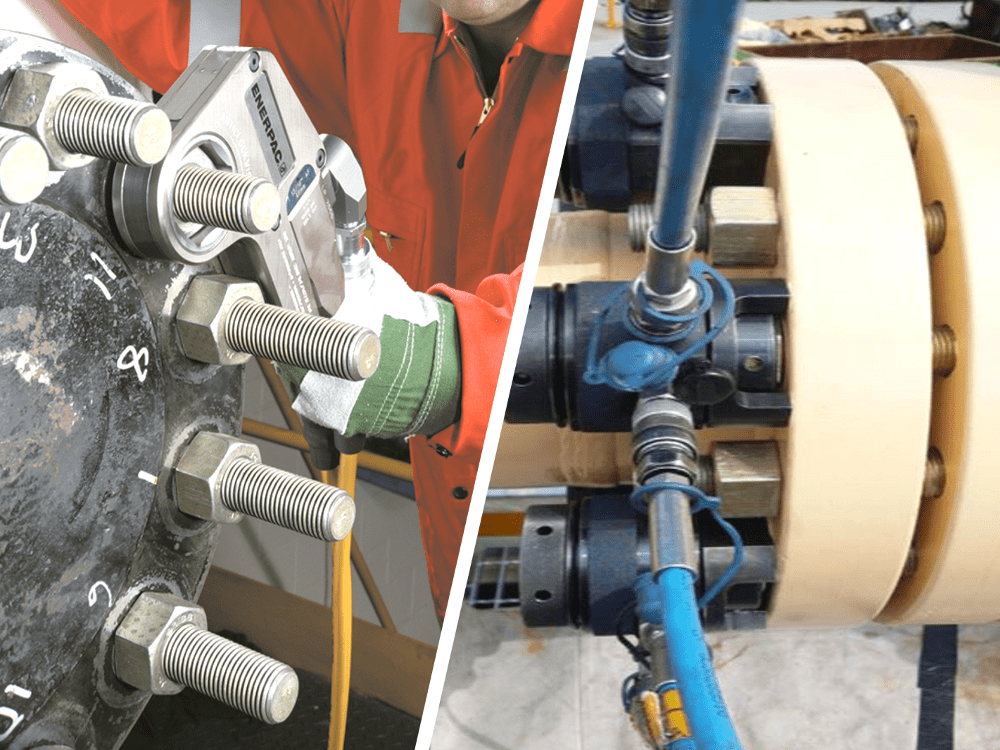
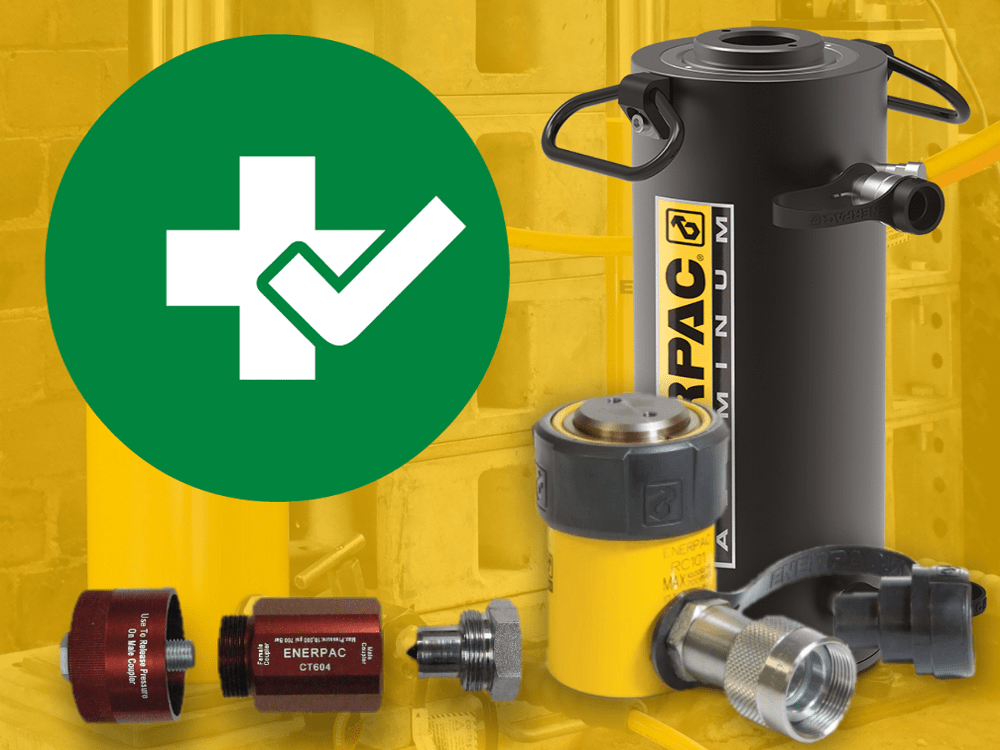
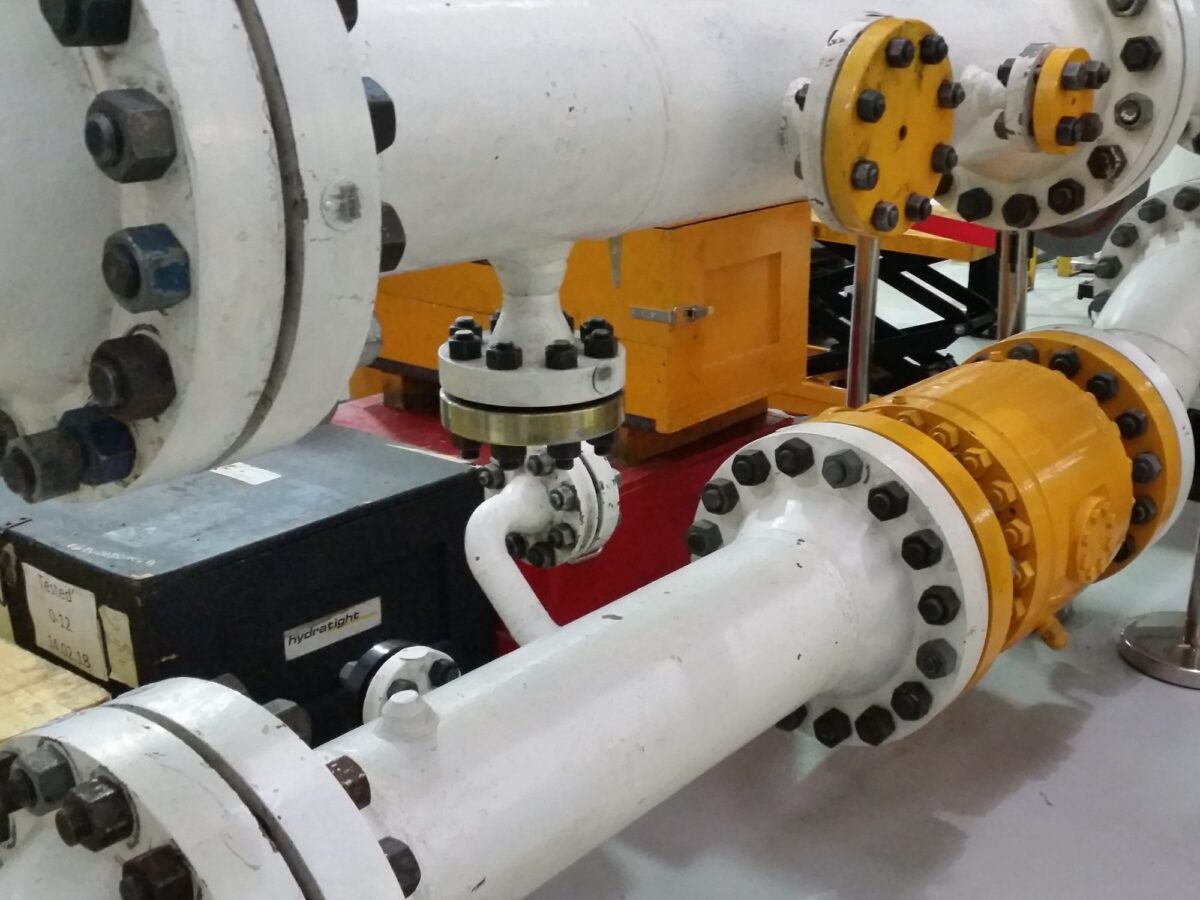
While hydraulic fittings and couplers may not be the most attention-grabbing products, they play a crucial role in maintaining the […]
June 5, 2023
0

April 5, 2023
0

March 23, 2023
0

March 16, 2023
0

March 8, 2023
0

February 23, 2023
0

February 2, 2023
0
January 26, 2023
0

January 3, 2023
0
November 29, 2022
0
November 22, 2022
0

November 2, 2022
0

October 17, 2022
0
September 29, 2022
0
September 14, 2022
0

August 25, 2022
0
August 11, 2022
0
July 26, 2022
0

July 12, 2022
0

July 6, 2022
0
June 22, 2022
0

June 13, 2022
0
June 7, 2022
0
May 17, 2022
0

May 11, 2022
0

April 26, 2022
0

April 5, 2022
0
March 23, 2022
0
March 15, 2022
0

March 8, 2022
0

February 22, 2022
0
February 15, 2022
0
January 19, 2022
0
January 11, 2022
0
January 5, 2022
0
December 14, 2021
0
December 9, 2021
0
November 30, 2021
0
November 23, 2021
0
November 12, 2021
0

November 9, 2021
0
November 1, 2021
0
October 25, 2021
0

October 20, 2021
0

October 13, 2021
0

September 28, 2021
0

September 22, 2021
0
September 14, 2021
6

September 9, 2021
0

September 2, 2021
0
August 24, 2021
0

August 16, 2021
0
August 2, 2021
0

July 26, 2021
0

July 19, 2021
0

July 13, 2021
0
June 22, 2021
0

June 16, 2021
0
June 9, 2021
0
May 28, 2021
0
May 19, 2021
0

May 11, 2021
0
April 19, 2021
0

April 12, 2021
0
March 31, 2021
0

March 23, 2021
0

March 16, 2021
0
March 9, 2021
0

February 22, 2021
0

February 15, 2021
0
February 1, 2021
0
January 25, 2021
0

January 18, 2021
2

January 12, 2021
0

December 17, 2020
0
December 9, 2020
0

October 8, 2020
0

October 8, 2020
2
October 8, 2020
0

October 7, 2020
0

September 15, 2020
1

February 24, 2020
0
February 15, 2020
0
January 15, 2020
0
November 20, 2019
0
November 6, 2019
0

October 31, 2019
0

April 9, 2019
0
November 28, 2018
0
November 14, 2018
0

November 5, 2018
0

October 10, 2018
0
August 29, 2018
0
June 11, 2018
0
March 27, 2018
0
November 15, 2017
0
November 14, 2017
1
June 6, 2017
0
August 25, 2016
0

April 23, 2016
0
September 22, 2015
0

February 12, 2015
0
September 26, 2014
0

February 12, 2013
0